What are the Different Types of Industrial PCBA and Their Applications?
Industrial PCBA (Printed Circuit Board Assembly) plays a critical role in industrial applications where reliability and precision are paramount. Unlike standard PCBAs, Industrial PCBAs are built to endure extreme conditions such as temperature fluctuations, mechanical vibrations, moisture, and dust. These features make Industrial PCBAs indispensable for industries such as automation, machinery control, and precision systems.
1. What is Industrial PCBA?
Industrial PCBA refers to circuit board assemblies designed specifically for industrial environments. These assemblies are engineered with high integration, reliability, and durability, often using military-grade electronic components, enhanced conformal coatings, and specialized materials. The primary difference between industrial-grade PCBAs and standard ones lies in their ability to withstand harsh conditions such as high humidity, extreme temperatures, and mechanical stresses.
2. Key Features of Industrial PCBA
- Robustness and Durability: Industrial PCBAs are built to withstand mechanical vibrations, shocks, dust, moisture, and extreme temperature variations. This ruggedness ensures that they continue to perform reliably even in the most demanding industrial environments.
- Enhanced Conformal Coating: This specialized coating protects the assembly from environmental factors like moisture and corrosion, which is essential for industrial applications such as outdoor machinery or automotive control units.
- Wide Temperature Range: Industrial PCBAs can operate across a broad temperature range, making them suitable for industries with extreme temperature conditions like industrial control cabinets or HVAC systems.
- Reliability and Performance: Designed to ensure millisecond-level responses and stable operation, Industrial PCBAs are used in critical control systems where downtime or failure can lead to significant losses.
3. Different Types of Industrial PCBA
-
Standard Industrial PCBA: These are used for general industrial applications and are known for their durability and stable performance under typical industrial conditions. They are found in machinery, basic automation systems, and various industrial control systems.
-
High-Density Interconnect (HDI) PCBA: HDI boards offer more complex interconnections in smaller areas, making them suitable for advanced industrial applications such as robotics, automated machines, and IoT devices. Their ability to pack more functionality into a compact design makes them ideal for systems that require high performance and limited space.
-
Multilayer PCBA: Multilayer boards provide more flexibility in terms of the number of components they can house. They are used in advanced industrial equipment that requires high connectivity, such as control systems in heavy machinery or robotics. The addition of more layers allows for more components and better signal routing without increasing the size of the board.
-
Rigid-flex PCBA: Combining both rigid and flexible materials, rigid-flex PCBA is perfect for applications that require flexibility and space savings. These PCBAs are commonly used in aerospace, automotive electronics, and medical devices where flexibility is needed, but a robust structure is still required.
-
High-Tg PCBA: High-temperature-grade PCBA (High-Tg) is designed for high-temperature environments. These PCBAs maintain performance and reliability even under extreme heat, making them suitable for industries such as automotive and industrial manufacturing, where equipment is exposed to high operational temperatures.
-
Flexible PCBA: As the name suggests, flexible PCBAs are made from flexible substrates, allowing them to bend or twist. They are often used in applications like wearable devices, flexible sensors, or industrial machines with moving parts.
Each type of Industrial PCBA serves a unique set of needs, providing tailored solutions for diverse industries.
4. Applications of Industrial PCBA
-
Automation Production Lines: In smart manufacturing, Industrial PCBAs serve as the core controllers for automation systems. These PCBAs ensure precise operations, real-time data collection, and seamless connectivity between machines. Automation systems heavily rely on Industrial PCBAs to manage everything from assembly lines to robotic arms, enabling faster and more efficient production.
-
Heavy Machinery Control Systems: In industries such as construction, mining, and agriculture, heavy machinery control systems depend on Industrial PCBAs to operate efficiently. These PCBAs manage functions such as engine control, hydraulic systems, and safety protocols, ensuring that machines perform reliably even in the harshest environments.
-
Precision CNC Systems: Industrial PCBAs are critical in controlling the intricate and precise movements required in CNC machines. These systems must maintain millisecond-level accuracy, which is only possible with highly reliable Industrial PCBAs.
-
Industrial Control Cabinets: Control cabinets housing industrial systems, such as HVAC systems, require Industrial PCBAs to monitor and regulate machinery. These PCBs ensure smooth operations by controlling sensors, motors, and other critical components within the cabinet.
Each of these applications demonstrates how integral Industrial PCBAs are to maintaining the performance, safety, and reliability of industrial operations.
5. The Importance of Quality in Industrial PCBA
The success of an industrial operation often depends on the quality of the Industrial PCBA. Components that do not meet stringent quality standards can lead to system failures, which may result in downtime or operational inefficiency.
- Quality Assurance: The use of high-grade materials and advanced testing methods, such as X-ray inspections and automated optical inspections (AOI), ensures that Industrial PCBAs are fault-free.
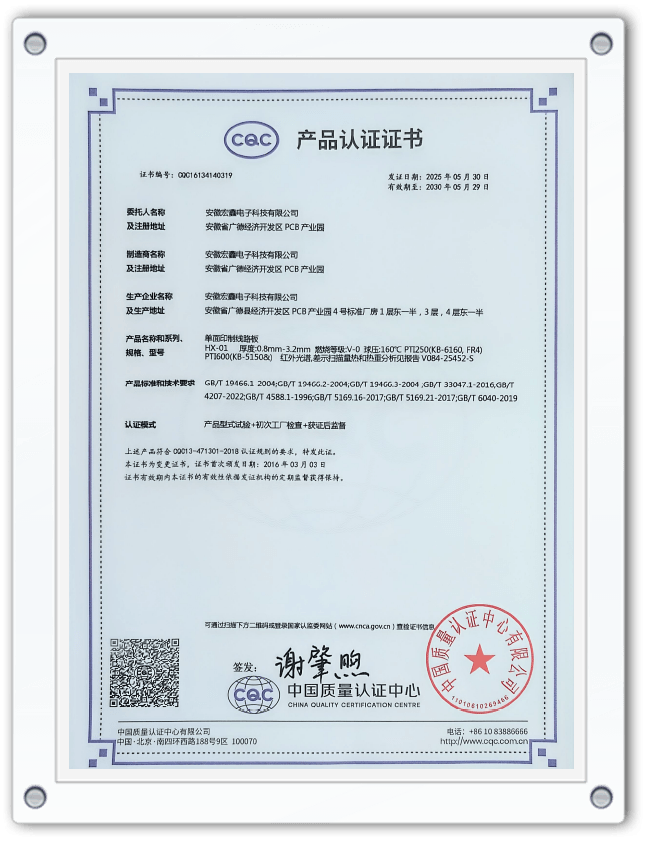
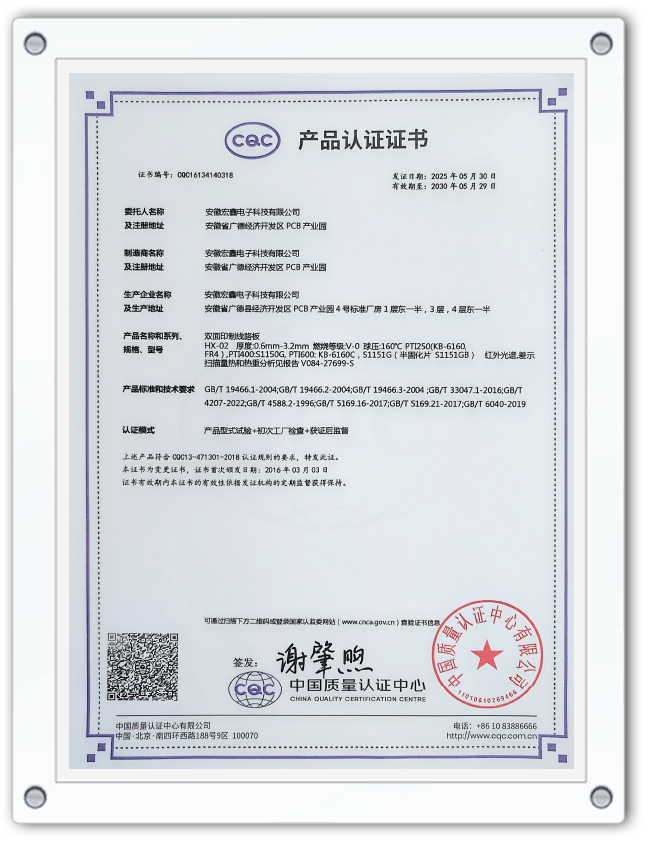
- Global Standards Compliance: Anhui Hongxin Electronic Technology Co., Ltd. guarantees that its Industrial PCBAs are manufactured in compliance with global standards like ISO9001, ensuring a high level of quality and safety.
6. Challenges in Manufacturing Industrial PCBA
- Material Selection: Choosing the right materials for Industrial PCBAs is crucial for ensuring their performance in harsh environments. Materials like high-Tg substrates or metal-based boards are often necessary to meet the required durability and temperature-resistance standards.
- Precision Manufacturing: Industrial PCBAs must be manufactured with precise tolerances to ensure their reliable operation. This requires advanced equipment and skilled engineers.
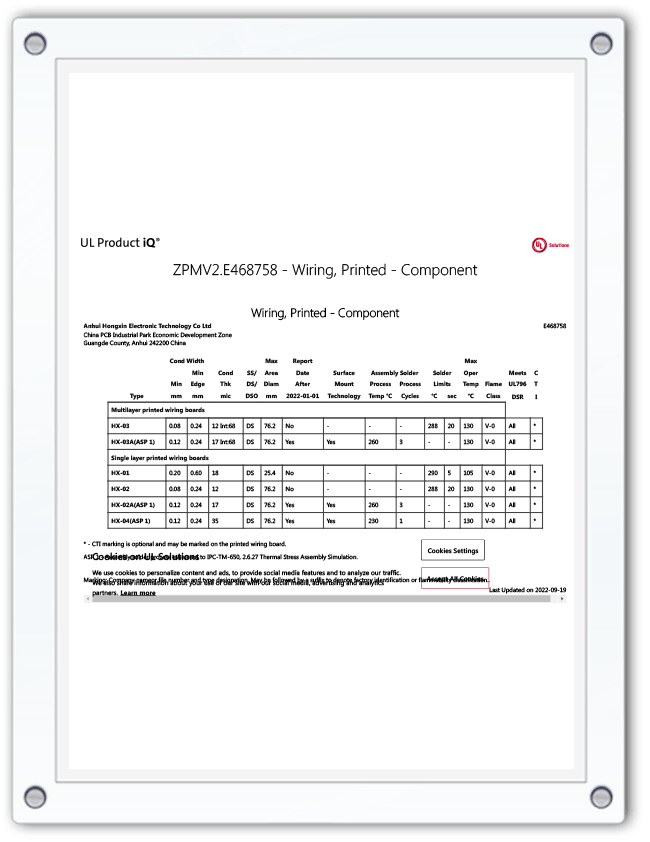
- Compliance and Certification: Manufacturers must meet a range of certifications, including RoHS, UL, and ISO standards, to ensure that their Industrial PCBAs are suitable for global markets.
7. The Role of Industrial PCBA in Industry 4.0
The rise of Industry 4.0 has seen the integration of Industrial PCBAs in almost all aspects of modern industrial systems. From predictive maintenance in manufacturing to real-time monitoring in heavy machinery, Industrial PCBAs are enabling smarter, more efficient operations.
-
Connectivity and Data Collection: In an Industry 4.0 environment, Industrial PCBAs collect critical data from machinery and sensors, providing manufacturers with the insights needed for predictive maintenance and operational optimization.
-
Automation: Industrial automation relies on Industrial PCBAs for everything from controlling robotic arms to managing complex production lines. These PCBAs are the backbone of smart factories, enabling automation to work seamlessly and efficiently.
Conclusion
Industrial PCBA has become a cornerstone of modern industrial environments, ensuring reliable, high-performance control systems in automation, heavy machinery, and precision applications. With their rugged design and ability to withstand extreme conditions, Industrial PCBAs are critical for ensuring that industrial processes run smoothly and efficiently.
FAQ Section
-
What are the primary benefits of using Industrial PCBA in industrial environments?
- Industrial PCBAs offer exceptional durability and reliability in harsh environments. They are designed to withstand extreme temperatures, mechanical vibrations, moisture, and dust, which are common in industrial settings. The primary benefits include uninterrupted operation, high performance, and resilience under demanding conditions, ensuring critical systems function smoothly in industries such as automation, heavy machinery, and control systems.
-
How do temperature fluctuations affect the performance of Industrial PCBA?
- Industrial PCBAs are specifically designed to function in a wide temperature range. However, extreme temperature fluctuations can still impact their performance over time, particularly if the materials used in the PCB are not suitable for such environments. High-quality Industrial PCBAs from manufacturers use high-Tg (glass transition temperature) substrates and specialized components to minimize the effects of temperature changes, ensuring long-term reliability even in harsh environments.
-
What types of testing are required for Industrial PCBA?
- Industrial PCBAs undergo various testing processes to ensure they meet stringent quality standards. These include Automated Optical Inspection (AOI) for visual defects, X-ray inspection to check for hidden faults, electrical testing to verify functionality, and environmental testing (such as thermal cycling) to ensure the board can withstand extreme conditions.
-
What is the difference between a standard PCBA and an industrial-grade PCBA?
- The key difference lies in the construction and materials used. Industrial PCBAs are designed with enhanced components and conformal coatings to protect against environmental stressors like moisture, temperature variations, and mechanical shock. They also often feature higher-quality materials such as high-Tg substrates and metal-based boards to increase their reliability and durability compared to standard PCBAs, which are typically intended for less demanding environments.
-
How does Anhui Hongxin ensure the quality of its Industrial PCBAs?
- Anhui Hongxin Electronic Technology Co., Ltd. ensures the quality of its Industrial PCBAs through strict adherence to international standards such as ISO9001, UL, and RoHS compliance. The company utilizes advanced manufacturing techniques, high-precision equipment, and a comprehensive quality control system that includes AOI inspection, X-ray testing, and environmental stress testing. This rigorous process ensures that all products meet the reliability and durability requirements for industrial applications.
-
What industries benefit most from Industrial PCBA?
These industries benefit from the durability and reliability that Industrial PCBAs provide in their most critical operations.
-
Can Industrial PCBAs be customized for specific applications?
- Yes, Industrial PCBAs can be customized to meet the specific needs of different applications. Manufacturers offer a wide range of customization options, including material selection, design, and layout, to meet the unique demands of each customer. Whether it’s a high-temperature environment, a space-constrained application, or a need for flexible PCB designs, custom solutions can be developed to ensure optimal performance.
-
What is the typical lifespan of an Industrial PCBA?
- The lifespan of an Industrial PCBA depends on several factors, including the quality of the materials used, the environment in which it operates, and the level of maintenance provided. In general, Industrial PCBAs are designed to last for several years, typically ranging from 5 to 10 years, with proper care and under optimal operating conditions. However, extreme temperatures, humidity, and mechanical stress can reduce their lifespan. Regular maintenance and testing can help extend the lifespan of Industrial PCBAs.


 English
English  Español
Español  Français
Français